
for Home Cabinet 3mm Ultra Narrow COB LED Strip Light Cuttable Strip

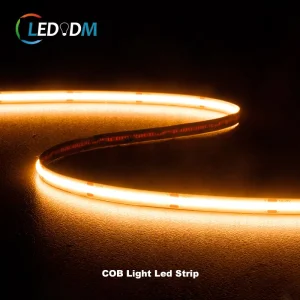
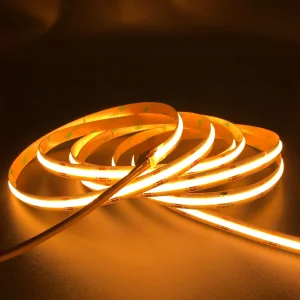
Dotless COB LED Strip Light Flexible Indoor LED Tape Lighting
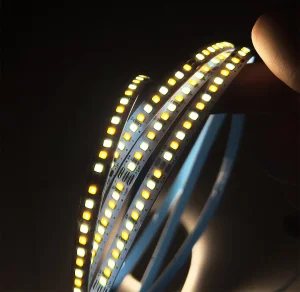
Constant Current LED Strip Light SMD 2835 120 LEDs/M LED Strip Smart Lighting

Wholesale Custom DC5V USB RGB LED Strip Kit Ws2812b for TV Cabinet Lamp

24V COB Rgbcct LED Strip Light 840 Chips/M Colorful Dotless RGB + Tunable White

Silicone Separation Neon LED Flex Strip Light 16X16mm 12V 24V RGB

Dim to Warm 24V CCT COB LED Vs SMD LED Strip Warm White Ultra Thin

Dim to Warm 5V COB LED Strip Vs LED Strip RGBW IP67 White 10m Spotless
The global Cabinet LED Lighting Kit market has transitioned from a luxury accessory to an essential component of modern interior design. In 2024, the demand for integrated cabinet lighting is projected to grow by 12% annually, driven by the rise of smart homes and the "minimalist luxury" aesthetic. Whether it's residential kitchens, high-end retail display cases, or industrial workstations, LED kits provide the crucial "task lighting" and "ambient glow" that standard ceiling lights cannot achieve.
North America and Europe remain the largest consumers, but Southeast Asia and the Middle East are rapidly emerging as high-growth hubs for luxury cabinet lighting installations.
Industry 4.0 has introduced IoT-enabled strips. Modern kits now feature WiFi/Bluetooth connectivity, allowing synchronization with home assistants like Alexa or Google Home.
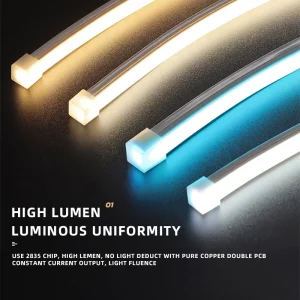
Eco-conscious sourcing is no longer optional. Leading factories now focus on high luminous efficacy (lm/W) to maximize brightness while minimizing carbon footprints.
Standard SMD strips often leave visible "dots" or shadows. The shift toward COB (Chip-on-Board) technology allows for a continuous, seamless line of light, perfect for reflective surfaces like granite countertops.
Tunable white (CCT) kits that transition from cool white for morning tasks to warm white for evening ambiance are becoming the standard for high-end cabinetry.
As furniture design becomes sleeker, manufacturers are producing strips as narrow as 3mm to fit into invisible channels within shelving and drawers.
For B2B buyers—ranging from IKEA-style furniture brands to specialized interior design firms—procurement is about more than just price. Reliability and compliance are the pillars of professional sourcing.
Zhejiang Zionsville Lighting Co., Ltd. has been a leading manufacturer and exporter of high-quality LED lighting solutions since its inception in 2011. Specializing in a wide range of products including Neon Lights, COB Strips, LED Strips, and LED Washers, we are committed to providing innovative and energy-efficient lighting solutions.
Our products are fully certified with international standards, including ETL, TUV, CE, and ROHS, ensuring the highest levels of safety and quality. We pride ourselves on a 99% repurchase rate from clients across 30+ countries.

China remains the undisputed global hub for LED manufacturing, producing over 80% of the world's lighting components. But the advantage has shifted from "cheap labor" to "unmatched supply chain integration."
Factories in Zhejiang and Guangdong benefit from being near raw material suppliers (silicone, PCB, chips), reducing logistics time and costs significantly.
A Chinese factory like Zionsville can take a custom design from concept to prototype in days, compared to weeks in other regions.
Whether you need 100 kits for a boutique hotel or 100,000 kits for a global retail chain, our production lines can scale instantly.
With massive investment in automation and ISO9001 systems, "Made in China" now represents top-tier precision and international certification compliance.

Dim to Warm 12V 1000 Lumen No Heat Flexible Rgbic COB LED Strip

China Manufacturer 5V Ws2812b Ws2812 Sk6812 5050 RGB Addressable

24V 240LEDs LED Neon Flex 360 Degree Diameter Round Shape IP67

Dotless COB CCT LED Strip Light DC24V Adjustable White LED Tape

COB LED Strip Light App Control Music Sync RGB LED Tape OEM ODM

RGB LED Strip Light 24V 12V 60/120LEDs/m Color Changing LED Tape
LED Neon Flex IP67 RGB Tape LED Silicon Tube Bendable Waterproof